Penyambungan pipa HDPE ukuran 90mm hingga 355mm umumnya menggunakan metode butt fusion, yaitu teknik pengelasan panas yang menyatukan kedua ujung pipa hingga menyatu sempurna. Metode ini menjadi standar industri karena menghasilkan sambungan yang kuat, tahan tekanan, dan minim risiko kebocoran.
Agar hasil sambungan sesuai standar kualitas, di perlukan prosedur kerja yang tepat, peralatan lengkap, dan pengaturan suhu yang sesuai. Oleh karena itu, tabel penyambungan serta langkah kerja sangat penting untuk memastikan hasil yang konsisten dan aman.
Peralatan yang Dibutuhkan Untuk Penyambungan Pipa HDPE 90mm–355mm
Untuk proses penyambungan pipa HDPE 90mm–355mm, berikut peralatan utama yang wajib dipersiapkan:
- Mesin Buttfusion SHD 355 (Unit Utama)
Mesin buttfusion adalah perangkat inti yang terdiri dari beberapa komponen penting:
- Basic Frame / Mesin Penjepit Pipa
Berfungsi menjepit dan menyelaraskan kedua ujung pipa agar tetap center selama proses penyambungan. - Planer / Mesin Serut
Alat perata untuk mengikis permukaan ujung pipa sehingga rata dan tegak lurus. - Heating Plate / Pemanas
Plat pemanas dengan suhu terkontrol (±210–220°C) untuk melelehkan permukaan pipa sebelum dilakukan penyatuan. - Hydraulic Control Unit
Sistem hidrolik untuk menggerakkan clamp, mengatur tekanan, dan memastikan proses penyambungan sesuai standar.
2. Thermometer Digital / Temperature Gauge (jika mesin yang digunakan manual)
Digunakan untuk memastikan suhu heating plate sesuai standar SNI/ISO, sehingga hasil fusion optimal.
3. Generator Set (Genset)
Menyediakan sumber listrik untuk mengoperasikan mesin buttfusion, terutama di area proyek lapangan.
4. Measuring Tools (Meteran, Vernier Caliper)
Untuk mengukur panjang pipa, mengecek ketebalan bead, serta memastikan hasil penyambungan simetris.
5. Marker / Spidol Industri
Digunakan untuk menandai posisi pipa pada saat alignment agar tidak bergeser selama proses fusion.
6. Cleaning Tools (Lap/Kain, Alkohol Industri)
Untuk membersihkan permukaan pipa dari debu, minyak, dan kontaminan lainnya sebelum penyolderan.
7. Safety Equipment (APD)
Sarung tangan tahan panas, kacamata pelindung, helm proyek, sepatu safety, dan pakaian kerja guna menjaga keselamatan operator.
8. Bead Gauge (Opsional)
Alat khusus untuk memeriksa ukuran dan kesimetrian bead hasil penyambungan, terutama untuk pipa diameter besar.
Langkah-langkah dari Tabel Penyambungan Pipa HDPE 90mm–355mm
Prosedur di bawah ini berlaku untuk pipa diameter 90mm hingga 355mm menggunakan Butt Fusion Welding:
- Persiapan Awal
- Pastikan pipa bersih dari pasir, oli, dan air.
- Potong ujung pipa secara tegak lurus.
- Pasang pipa pada clamp mesin butt fusion.
- Proses Facing / Perataan
- Gunakan facing tool untuk meratakan kedua permukaan pipa.
- Pastikan permukaan rata dan tidak ada celah saat kedua ujung pipa dirapatkan.
- Penyetelan Tekanan
- Sesuaikan tekanan awal berdasarkan tabel penyambungan.
- Periksa tekanan pada pressure gauge sebelum proses pemanasan.
- Pemanasan (Heating)
- Tempelkan heating plate pada kedua ujung pipa.
- Biarkan hingga terbentuk bead (bibir lelehan) sesuai standar ketebalan.
- Waktu pemanasan berbeda sesuai ukuran pipa.
- Penggabungan (Fusion)
- Lepaskan heating plate.
- Segera rapatkan kedua ujung pipa menggunakan tekanan yang sudah ditentukan.
- Tahan hingga waktu pendinginan selesai.
- Pendinginan (Cooling Time)
- Biarkan pipa berada dalam clamp sampai sambungan mengeras.
- Jangan memindahkan pipa sebelum waktu pendinginan berakhir.
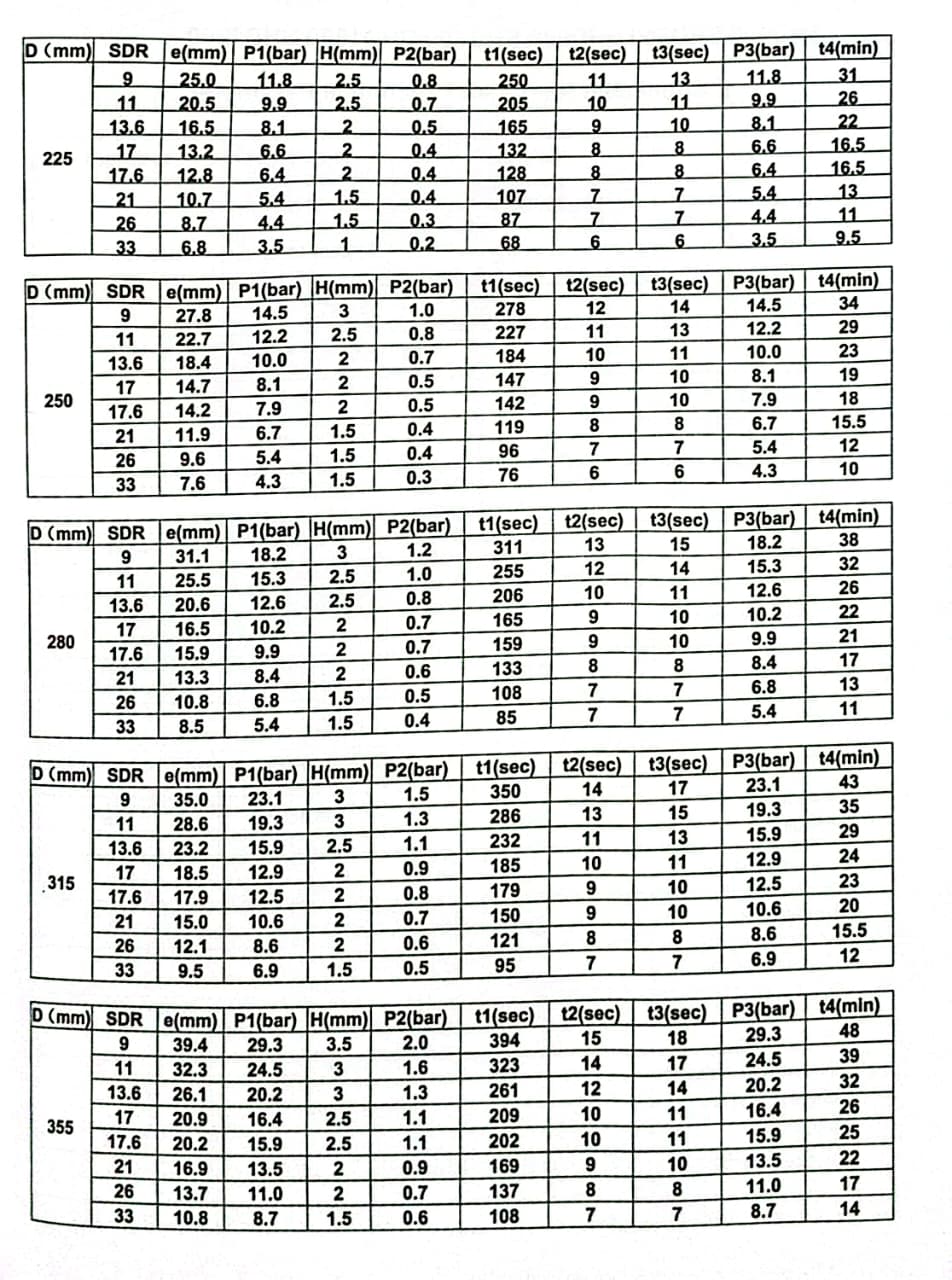
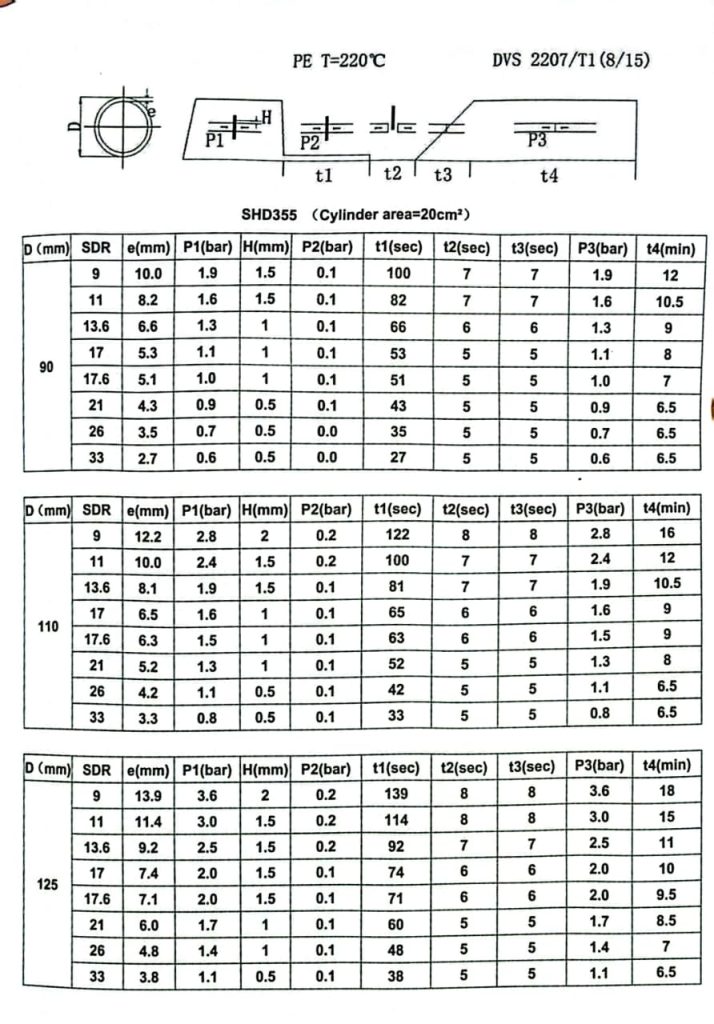
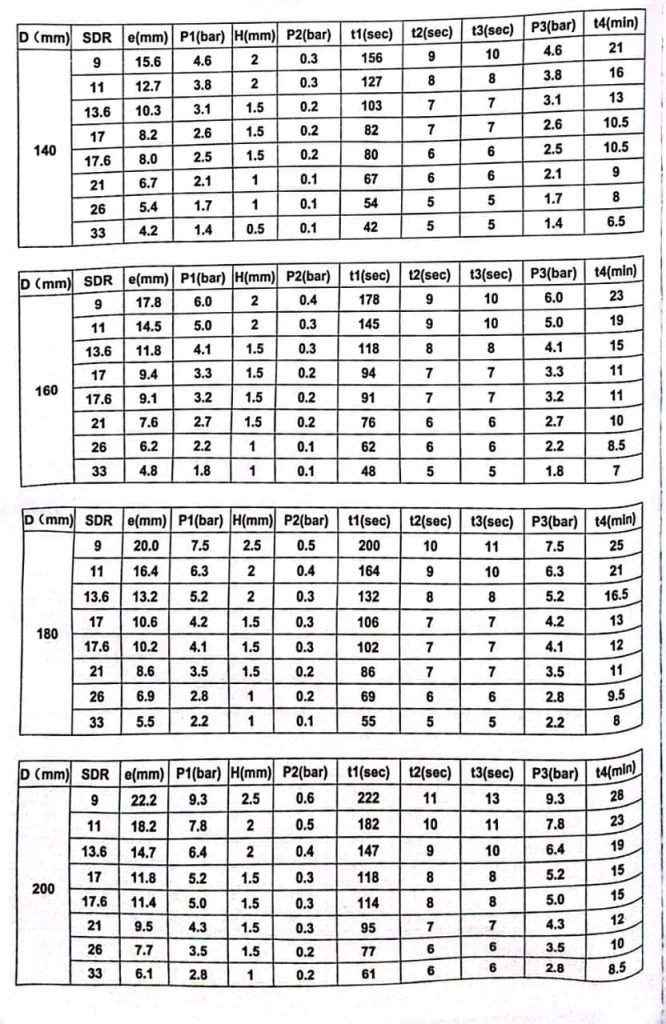
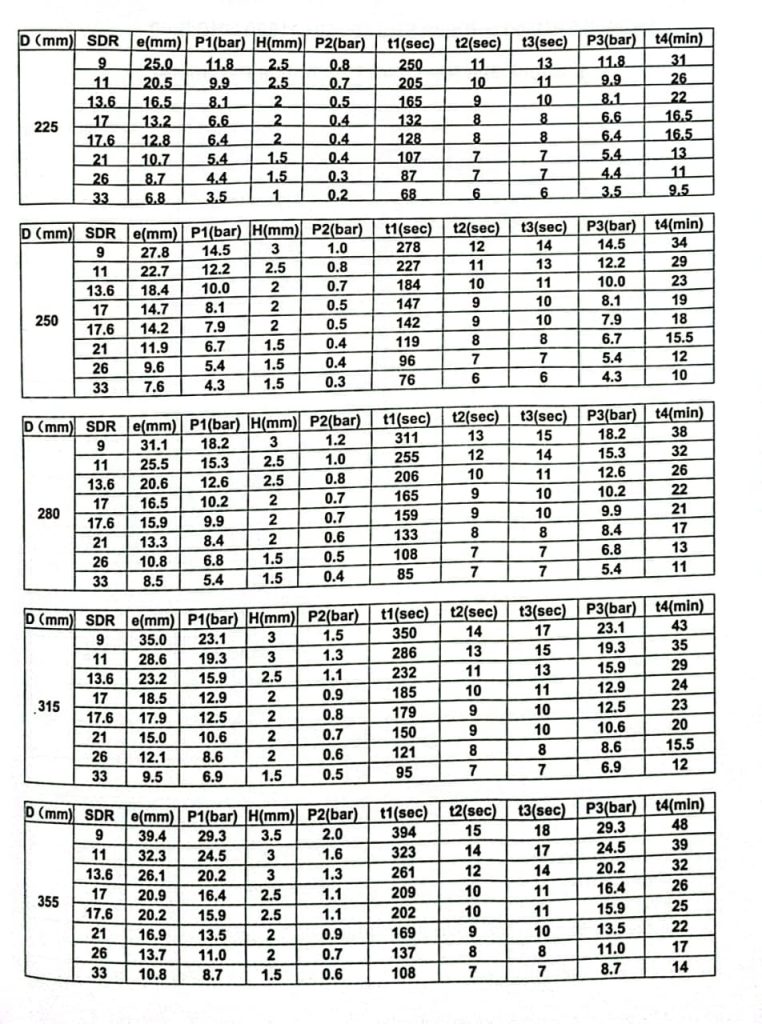
Tabel Penyambungan Pipa HDPE 90mm–355mm
Tips agar Sambungan Butt Fusion Berhasil Maksimal
- Pastikan permukaan pipa benar-benar rata setelah facing.
Permukaan yang tidak rata akan membuat hasil fusion tidak menyatu dengan sempurna. - Gunakan suhu pemanas sesuai standar (±210–220°C).
Suhu yang terlalu rendah membuat sambungan lemah, sedangkan suhu yang terlalu tinggi menyebabkan pipa meleleh secara berlebihan. - Ikuti tekanan sesuai tabel penyambungan.
Proses pemanasan dan perataan permukaan ini menjadi langkah fundamental dalam metode butt fusion. Penggunaan suhu yang tepat akan memastikan pipa HDPE melunak secara merata sebelum digabungkan. Pada tahap ini, Tabel Penyambungan Pipa HDPE 90mm–355mm sangat membantu sebagai acuan untuk menentukan waktu pemanasan yang benar, sehingga setiap ukuran pipa mendapatkan perlakuan yang sesuai standar. - Jangan memindahkan sambungan sebelum dingin total.
Gangguan atau getaran saat pendinginan dapat menyebabkan retak mikro pada sambungan. - Lakukan pengecekan visual pada bead hasil fusion.
Bead harus terbentuk simetris, tidak berkerut, dan tidak memiliki cacat. - Gunakan mesin butt fusion yang terkalibrasi.
Kalibrasi memastikan akurasi suhu pemanas dan tekanan hidrolik selama proses penyambungan.
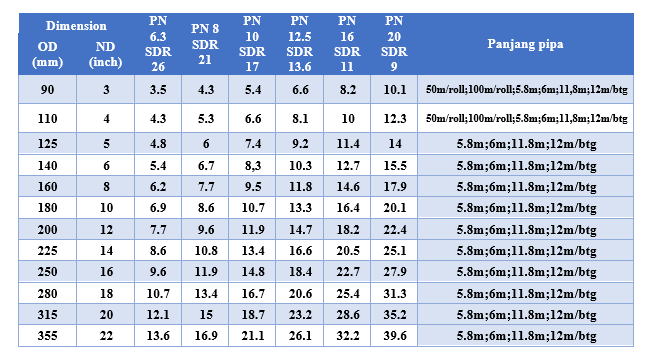
Spesifikasi Pipa HDPE Solid (PE100) Dn 90mm – 355mm
Penyambungan pipa HDPE 90mm–355mm dengan metode butt fusion akan menghasilkan sambungan yang kuat, rapi, dan tahan lama apabila dilakukan dengan prosedur yang benar. Dengan memahami langkah kerja, penggunaan peralatan yang tepat, serta memperhatikan tabel spesifikasi pipa HDPE solid, proses instalasi dapat berjalan lebih aman, cepat, dan efisien.
Untuk kebutuhan pipa HDPE, mesin butt fusion, serta seluruh aksesoris instalasi, Adhinata Mulia Abadi siap menyediakan produk berkualitas tinggi dengan harga terbaik. Kami mendukung proyek Anda dengan stok lengkap, layanan cepat, dan produk yang sudah teruji keandalannya.

Pusat Pipa HDPE
PT. Adhinata Mulia Abadi menyediakan pipa HDPE dan aksesoris berkualitas untuk kebutuhan saluran air, gas, dan industri. Dengan produk yang berkualitas serta dukungan layanan profesional, kami siap menjadi mitra terpercaya dalam solusi perpipaan Anda.
- Backing Ring
- Fitting HDPE
- Mesin Las Pipa HDPE
- Pipa HDPE
- PIPA PPR
- Pipa PVC
- PipaHDPECorrugatedDoubleWall
- Uncategorized
PT. Adhinata Mulia Abadi
Jl. TB Simatupang No. 5, RT.5/RW.7, Ragunan, Pasar Minggu, Kota Jakarta Selatan, DKI Jakarta 12550





