Rumus penyambungan pipa HDPE ukuran 315mm–630mm merupakan acuan penting dalam proses butt fusion, terutama karena pipa berdiameter besar membutuhkan tekanan, waktu pemanasan, dan pendinginan yang lebih presisi. Dengan mengikuti rumus yang tepat, teknisi dapat menghasilkan sambungan yang kuat, merata, serta memenuhi standar instalasi industri.
Peran Rumus Penyambungan Pipa HDPE dalam Menjamin Kualitas Fusion
Rumus penyambungan membantu teknisi mengatur parameter kerja secara konsisten. Selain itu, setiap ukuran pipa memiliki ketebalan dan karakteristik yang berbeda sehingga membutuhkan perhitungan khusus agar proses butt fusion berjalan optimal. Jika perhitungan tidak sesuai, maka sambungan dapat mengalami berbagai cacat, seperti bead yang tidak rata, fusion yang tidak menyatu sempurna, atau bahkan retakan saat tahap pendinginan. Akibatnya, kualitas instalasi bisa menurun dan risiko kegagalan sistem meningkat. Namun demikian, dengan mengikuti rumus penyambungan yang benar, kualitas fusion dapat meningkat secara signifikan. Tidak hanya itu, risiko kegagalan juga dapat berkurang sehingga sambungan menjadi lebih kuat, aman, dan tahan lama untuk penggunaan jangka panjang.
Contoh Rumus Dasar Penyambungan Pipa HDPE
Berikut rumus umum yang sering digunakan pada proses butt fusion:
Tekanan Fusion = (Luas Penampang × Faktor Ketebalan) ÷ Efisiensi Mesin
Rumus ini dapat berbeda bergantung pada standar pabrikan mesin las, diameter pipa, serta SDR yang digunakan. Oleh karena itu, teknisi harus mengacu pada tabel parameter resmi.
Faktor Teknik yang Mempengaruhi Penyambungan Pipa HDPE 315mm–630mm
Beberapa komponen teknis sangat memengaruhi keberhasilan butt fusion pada ukuran besar:
- Ketebalan Pipa dan Nilai SDR
Semakin kecil angka SDR, semakin tebal pipa HDPE. Hal ini memengaruhi tekanan fusion dan durasi pemanasan. Pipa ukuran 315mm–630mm dengan SDR rendah membutuhkan parameter yang lebih besar.
- Stabilitas Mesin Las HDPE
Mesin harus memiliki tekanan hidrolik stabil, heater plate dengan suhu konstan, dan carriage presisi. Mesin yang tidak terkalibrasi dapat menyebabkan fusion tidak seragam meskipun rumus sudah sesuai.
- Kondisi Lingkungan dan Area Kerja
Suhu terlalu dingin atau berangin dapat memengaruhi pemanasan. Oleh karena itu, area kerja harus terlindungi, bersih, dan bebas kontaminasi.
- Kebersihan Permukaan Pipa
Permukaan yang kotor atau lembap dapat menghambat proses peleburan. Pipa harus diratakan dengan facing tool dan dibersihkan sebelum penyambungan.
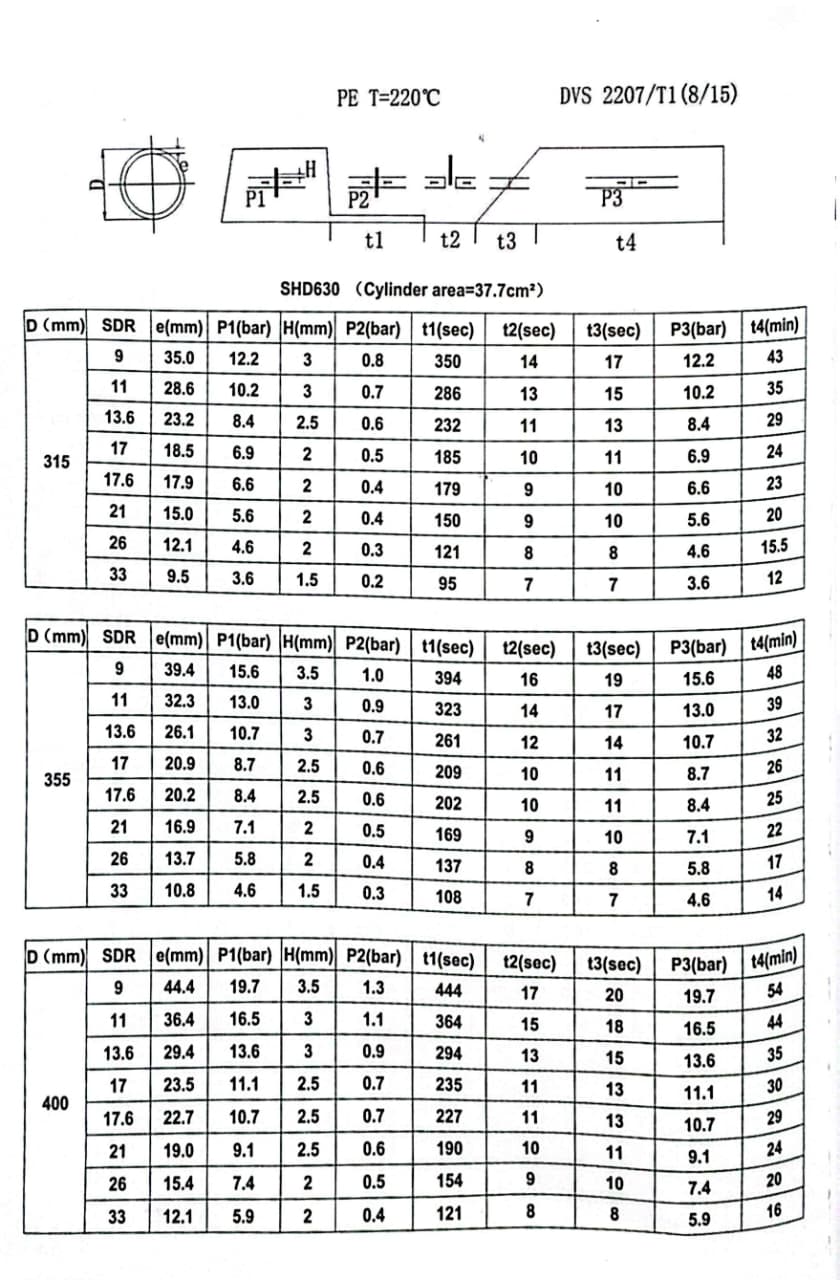
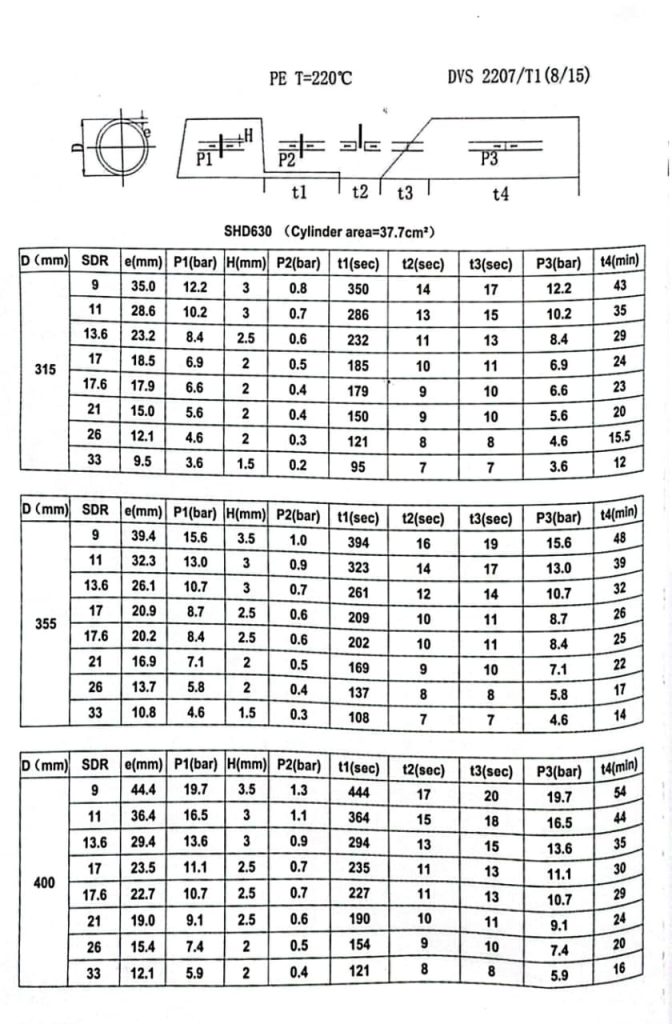
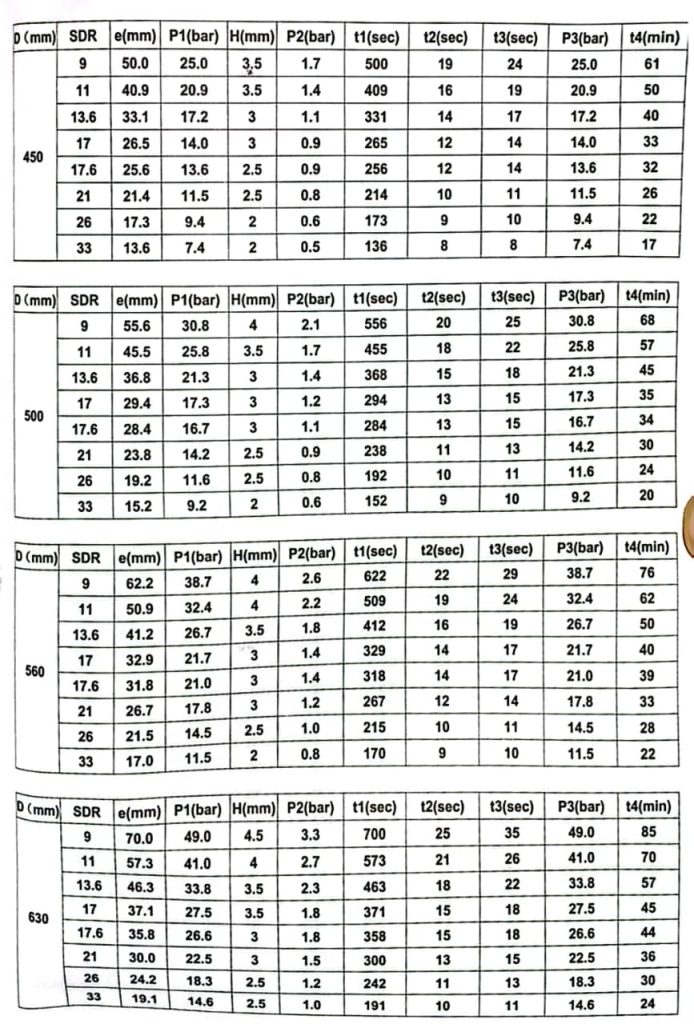
Tabel Parameter Penyambungan Pipa HDPE 315mm–630mm
Untuk memastikan hasil fusion yang konsisten, teknisi menggunakan tabel parameter. Tabel tersebut berisi:
Rumus penyambungan pipa HDPE 315mm–630mm sangat membantu teknisi dalam menghasilkan sambungan yang kuat, aman, dan tahan lama. Selain itu, dengan perhitungan tekanan, suhu, dan waktu yang akurat, proses butt fusion dapat berjalan lebih stabil serta minim risiko kegagalan. Oleh karena itu, rumus ini memastikan pekerjaan sesuai standar industri dan meningkatkan umur pakai sistem perpipaan secara keseluruhan.

PT Adhinata Mulia menyediakan solusi lengkap untuk kebutuhan instalasi pipa Anda. Selain itu, produk dan layanan yang kami tawarkan meliputi Pipa HDPE SNI, Mesin Las HDPE, Jasa Instalasi Profesional, serta Stub End Flange berkualitas tinggi. Lebih lanjut, dengan dukungan tim berpengalaman dan produk terbaik, kami siap membantu proyek Anda berjalan lebih efisien, aman, dan berkualitas.
Pusat Pipa HDPE
PT. Adhinata Mulia Abadi menyediakan pipa HDPE dan aksesoris berkualitas untuk kebutuhan saluran air, gas, dan industri. Dengan produk yang berkualitas serta dukungan layanan profesional, kami siap menjadi mitra terpercaya dalam solusi perpipaan Anda.
- Backing Ring
- Fitting HDPE
- Mesin Las Pipa HDPE
- Pipa HDPE
- PIPA PPR
- Pipa PVC
- PipaHDPECorrugatedDoubleWall
- Uncategorized
PT. Adhinata Mulia Abadi
Jl. TB Simatupang No. 5, RT.5/RW.7, Ragunan, Pasar Minggu, Kota Jakarta Selatan, DKI Jakarta 12550





