Panduan Lengkap & Terupdate (2025)

Tabel penyambungan pipa HDPE 63mm–160mm memegang peran penting dalam instalasi jaringan air bertekanan tinggi. Teknisi memilih metode Butt Fusion karena metode ini mampu menghasilkan sambungan yang kuat, homogen, dan tahan kebocoran. Pada ukuran pipa tersebut, kualitas sambungan bergantung pada kesiapan alat, kondisi material, dan ketepatan setiap langkah kerja. Panduan terupdate tahun 2025 ini membantu Anda melakukan penyambungan dengan hasil terbaik dan sesuai standar.
1. PERSIAPAN AWAL
- Persiapan Area & Peralatan Kerja
Pastikan area kerja aman, bersih, dan terlindungi dari panas matahari, hujan, maupun debu. Siapkan kain majun, alkohol, alat ukur, dan marking pen. Operator wajib memakai APD seperti helm, sarung tangan, dan sepatu boot agar proses penyambungan pipa HDPE 63mm–160mm berjalan aman.
- Pemeriksaan Material Pipa / Fitting
Sebelum memulai penyambungan, pastikan material pipa atau fitting sesuai standar seperti PE100 atau PE80, sesuai kebutuhan proyek. Periksa juga tabel parameter penyambungan agar ukuran mesin dan jenis pipa atau fitting benar-benar mengikuti rekomendasi teknis. Dengan langkah ini, Anda bisa memperoleh hasil penyambungan yang maksimal.
- Pemeriksaan Mesin & Komponen
Pastikan mesin penyambung berada dalam kondisi prima sebelum Anda mulai menggunakannya. Periksa semua kabel dan pastikan tidak ada bagian yang rusak. Pastikan juga heater plate mencapai suhu standar penyambungan. Cek facer atau milling cutter untuk memastikan mata pisaunya cukup tajam dalam meratakan permukaan pipa. Jika kalian menggunakan mesin tipe hidrolik, periksa oli hidrolik dan pastikan volumenya berada pada batas yang disarankan agar sistem tekanan bekerja optimal.
- Sumber Daya Listrik
Pastikan sumber daya listrik sesuai dengan kebutuhan mesin, berdasarkan informasi yang tercantum pada nameplate alat. Penggunaan kabel yang aman dan tidak mengganggu jalur kerja operator juga sangat penting untuk menghindari kecelakaan atau gangguan saat proses penyambungan berlangsung.
2. PERSIAPAN MATERIAL
- Pemasangan Pipa HDPE / Fitting pada Mesin
Pastikan pipa terkunci dengan kuat agar tidak bergeser selama proses penyambungan berlangsung, sehingga hasil fusion tetap presisi.
- Menentukan Drag Pressure (P₀)
Drag pressure merupakan tekanan dasar yang kalian gunakan untuk menggerakkan carriage. Kalian harus menambahkan drag pressure pada semua tekanan kerja, karena nilai ini sangat berpengaruh pada seluruh tahap penyambungan. Dengan menambahkannya secara tepat, proses fusion bisa berlangsung stabil dan sesuai standar.
- Perataan Awal (Alignment)
Sebelum kalian melakukan facing, pastikan kedua ujung pipa berada tegak lurus terhadap sumbu pipa. Setelah menyelesaikan proses facing, rapatkan kembali kedua ujung pipa dan sejajarkan pada satu garis lurus agar sambungan tetap simetris. Toleransi misalignment maksimum adalah 0,1 kali tebal rata-rata pipa agar kualitas sambungan tetap terjaga.
- Pemeriksaan Sisa Serutan
Setelah proses facing, pastikan tidak ada sisa serutan atau partikel lain yang menempel pada permukaan pipa maupun mesin. Sisa serutan yang tidak di bersihkan bisa mengganggu proses pemanasan dan membuat fusion berjalan tidak merata.
- Pembersihan Permukaan Pipa HDPE
Sebelum kalian memulai pemanasan awal, bersihkan permukaan pipa dari debu, air, pasir, tanah, dan sisa serutan facer menggunakan kain majun serta alkohol. Tahap pembersihan ini sangat penting karena kontaminasi sekecil apa pun dapat membuat penyambungan gagal atau menyebabkan kebocoran pada sambungan.
3. PROSES PENYAMBUNGAN
- Pemanasan Awal (Pre-Heating)
Pada tahap pemanasan awal, kalian meletakkan heater plate di antara kedua ujung pipa. Setelah itu, kalian menekan pipa dengan tekanan P1 yang sudah ditambah drag pressure (P₀) hingga bead awal terbentuk sesuai standar. Bead ini menunjukkan bahwa permukaan pipa mulai mencair. Setelah bead mencapai ukuran yang tepat, kalian menurunkan tekanan ke P2 agar proses pemanasan berlangsung lebih stabil sebelum memasuki tahap berikutnya.
- Pemanasan Lanjut (Soaking Time)
Setelah bead awal terbentuk, proses dilanjutkan dengan pemanasan lanjut menggunakan tekanan P2 selama waktu pemanasan (heating time) yang ditentukan untuk ukuran pipa tersebut. Pada tahap ini, material pipa dipanaskan merata agar bagian yang akan disambung benar-benar siap digabungkan. Penting untuk menjaga mesin tetap stabil dan tidak menggeser posisi pipa.
- Penggabungan (Fusion)
Setelah proses pemanasan selesai, heater plate dilepas dengan cepat namun tetap hati-hati agar permukaan pipa tidak tercemar. Kedua pipa segera didorong untuk bertemu dan ditekan dengan tekanan P3 + drag pressure (P₀). Tekanan ini harus konstan sampai bead sambungan terbentuk dengan baik. Bead yang muncul harus seimbang dan seragam di kedua sisi sebagai tanda bahwa penyatuan berlangsung optimal.
- Pendinginan (Cooling Time)
Pada tahap pendinginan, kalian membiarkan sambungan pipa tetap terjepit tanpa menggeser atau memberi beban tambahan. Tahap ini sangat penting karena menentukan kekuatan sambungan akhir. Biarkan pendinginan berlangsung sampai cooling time tercapai agar material mengeras dengan sempurna dan tetap stabil.
- Pemeriksaan Hasil Sambungan
Setelah proses pendinginan selesai, kalian melepas sambungan dari clamp dan langsung melakukan pemeriksaan visual. Pastikan bead sambungan terlihat simetris, tidak memiliki retakan atau celah, dan tidak mengalami penyimpangan posisi lebih dari 0,1 × tebal pipa. jika semua parameter kualitas terpenuhi, kalian bisa menyatakan sambungan berhasil dan siap digunakan.
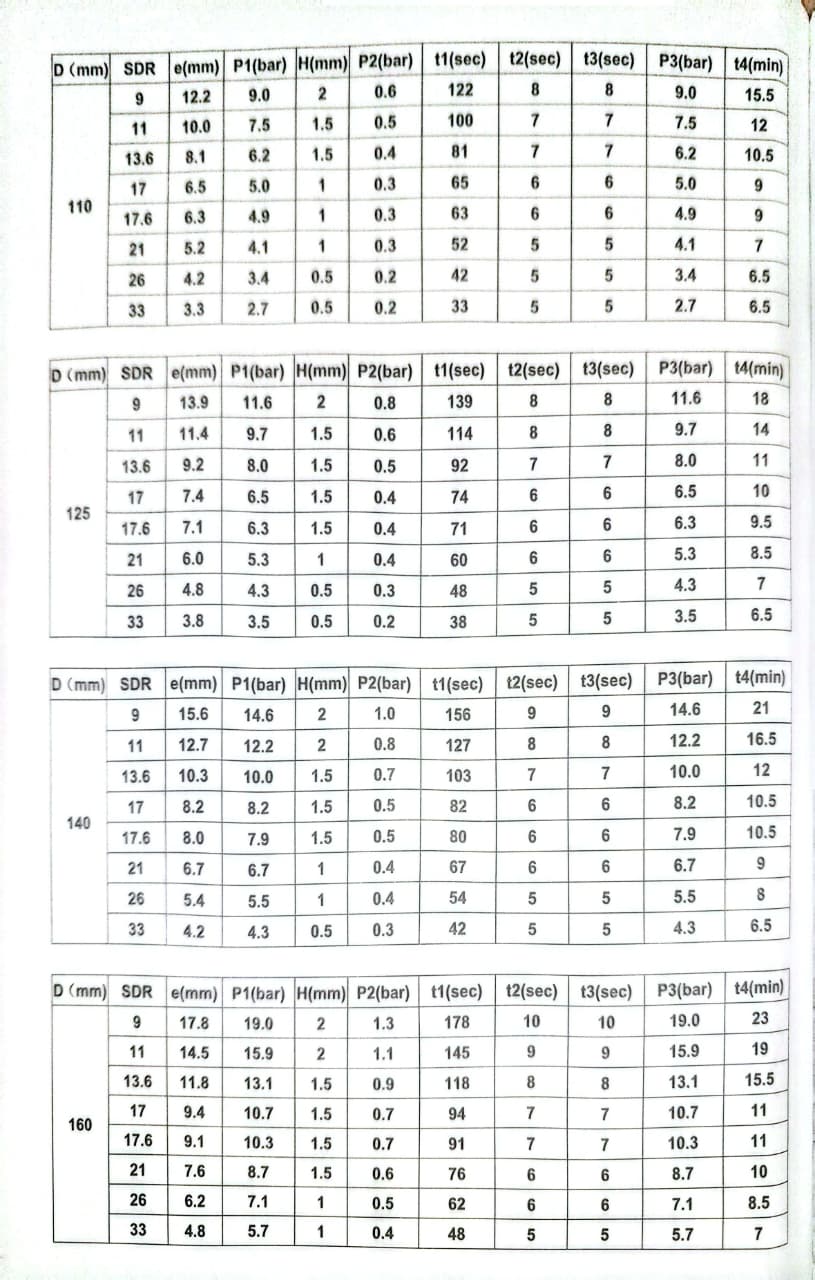
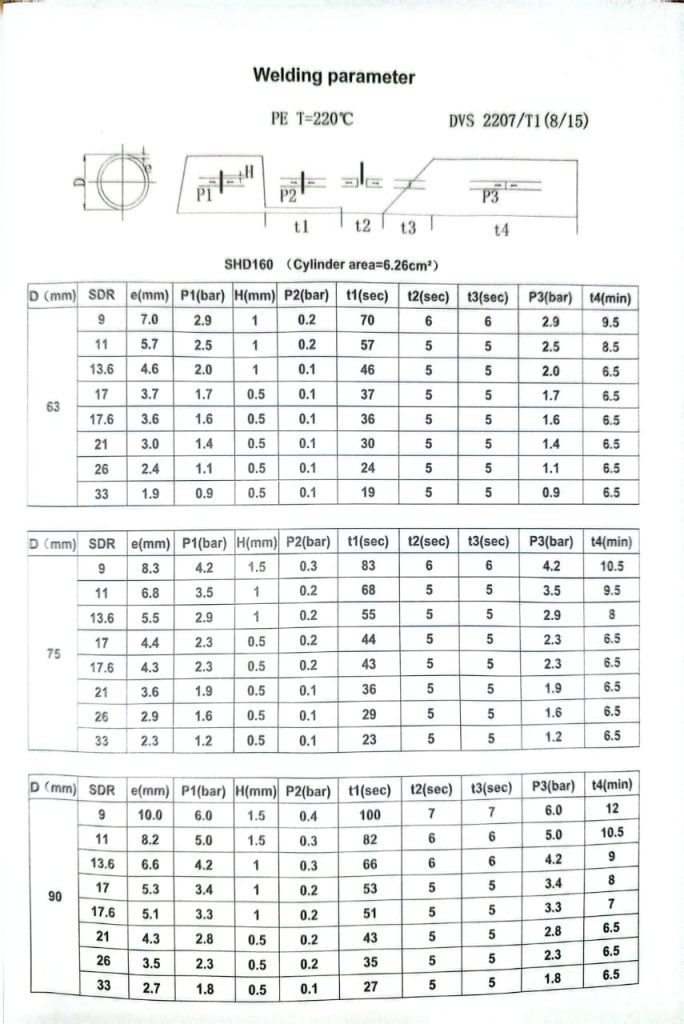
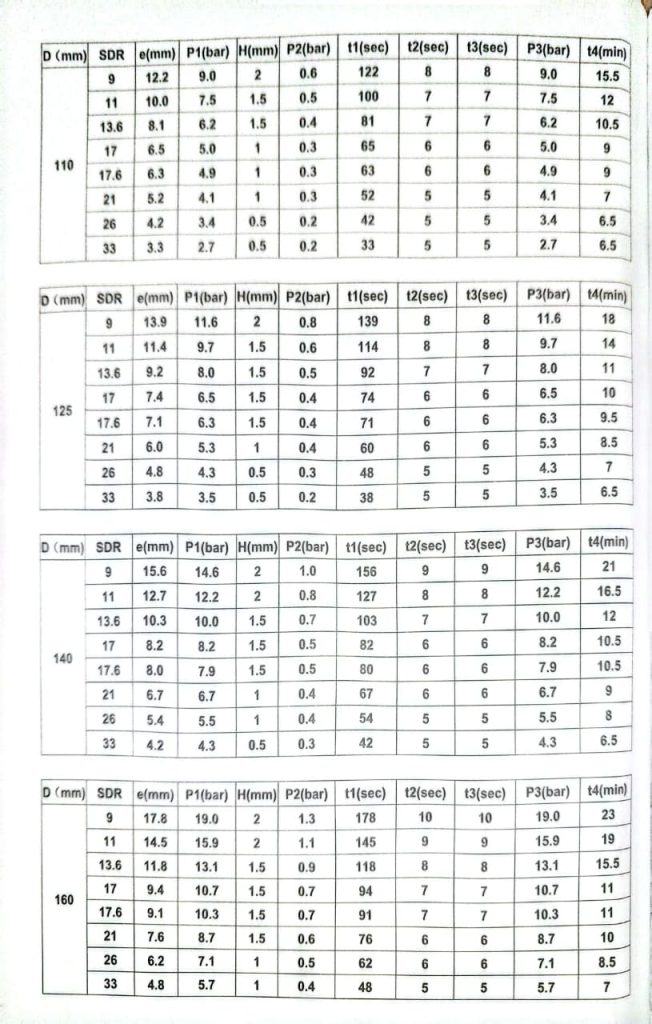
4. TABEL PENYAMBUNGAN PIPA HDPE 63MM–160MM (MESIN SHD 160)
Setelah kalian memastikan area kerja, material, dan mesin berada dalam kondisi siap, kalian bisa memulai proses penyambungan pipa HDPE ukuran 63mm hingga 160mm dengan aman dan sesuai prosedur. Untuk mendapatkan sambungan yang kuat dan sesuai standar, panduan berikut menyajikan tabel parameter penyambungan pipa PE100 menggunakan mesin las HDPE SHD 160 yang bisa kalian gunakan sebagai acuan utama dalam proses butt fusion.
Sebagai penyedia produk dan perlengkapan HDPE terpercaya, Adhinata Mulia Abadi selalu siap memenuhi kebutuhan proyek Anda dengan produk original, sertifikasi lengkap, serta layanan konsultasi teknis yang profesional. Untuk pemesanan pipa HDPE, fitting, atau aksesoris pendukung lainnya, Anda dapat langsung menghubungi kami dan dapatkan penawaran terbaik.
Pusat Pipa HDPE
PT. Adhinata Mulia Abadi menyediakan pipa HDPE dan aksesoris berkualitas untuk kebutuhan saluran air, gas, dan industri. Dengan produk yang berkualitas serta dukungan layanan profesional, kami siap menjadi mitra terpercaya dalam solusi perpipaan Anda.
- Backing Ring
- Fitting HDPE
- Mesin Las Pipa HDPE
- Pipa HDPE
- PIPA PPR
- Pipa PVC
- PipaHDPECorrugatedDoubleWall
- Uncategorized
PT. Adhinata Mulia Abadi
Gedung AD Premier, Lt. 17 Suite 4B
Jl. TB Simatupang No. 5, RT.5/RW.7, Ragunan, Pasar Minggu, Kota Jakarta Selatan, DKI Jakarta 12550





