Tabel Penyambungan Pipa HDPE 90mm–315mm berperan penting dalam membantu teknisi menentukan parameter pemanasan, tekanan, serta waktu pendinginan yang benar sebelum proses pengelasan dilakukan. Penyambungan pipa HDPE PE100 menggunakan mesin SHD 315 membutuhkan perhitungan yang tepat agar hasil sambungan kuat, aman, dan sesuai standar. Dengan mengikuti parameter yang tercantum pada tabel tersebut, kualitas sambungan dapat meningkat secara signifikan dan risiko kegagalan instalasi dapat diminimalkan. Selain itu, tabel ini memastikan proses penyambungan berjalan konsisten dan efisien pada berbagai ukuran pipa dalam rentang 90mm hingga 315mm.
Mengapa Tabel Penyambungan Pipa HDPE 90mm–315mm Penting?
Tabel Penyambungan Pipa HDPE 90mm–315mm sangat penting karena berfungsi sebagai panduan teknis untuk menentukan parameter pengelasan yang tepat, seperti tekanan, suhu pemanasan, waktu pemanasan, waktu penggabungan, dan durasi pendinginan. Setiap diameter pipa memiliki kebutuhan parameter yang berbeda, sehingga tanpa tabel ini, risiko kegagalan sambungan menjadi jauh lebih tinggi.
Dengan mengikuti tabel tersebut, teknisi dapat memastikan sambungan lebih kuat, konsisten, dan sesuai standar SNI maupun standar internasional. Selain itu, tabel ini membantu mengurangi human error, mempercepat proses kerja, dan menjaga kualitas sambungan agar tahan lama meski digunakan pada tekanan tinggi atau kondisi lapangan yang berat.
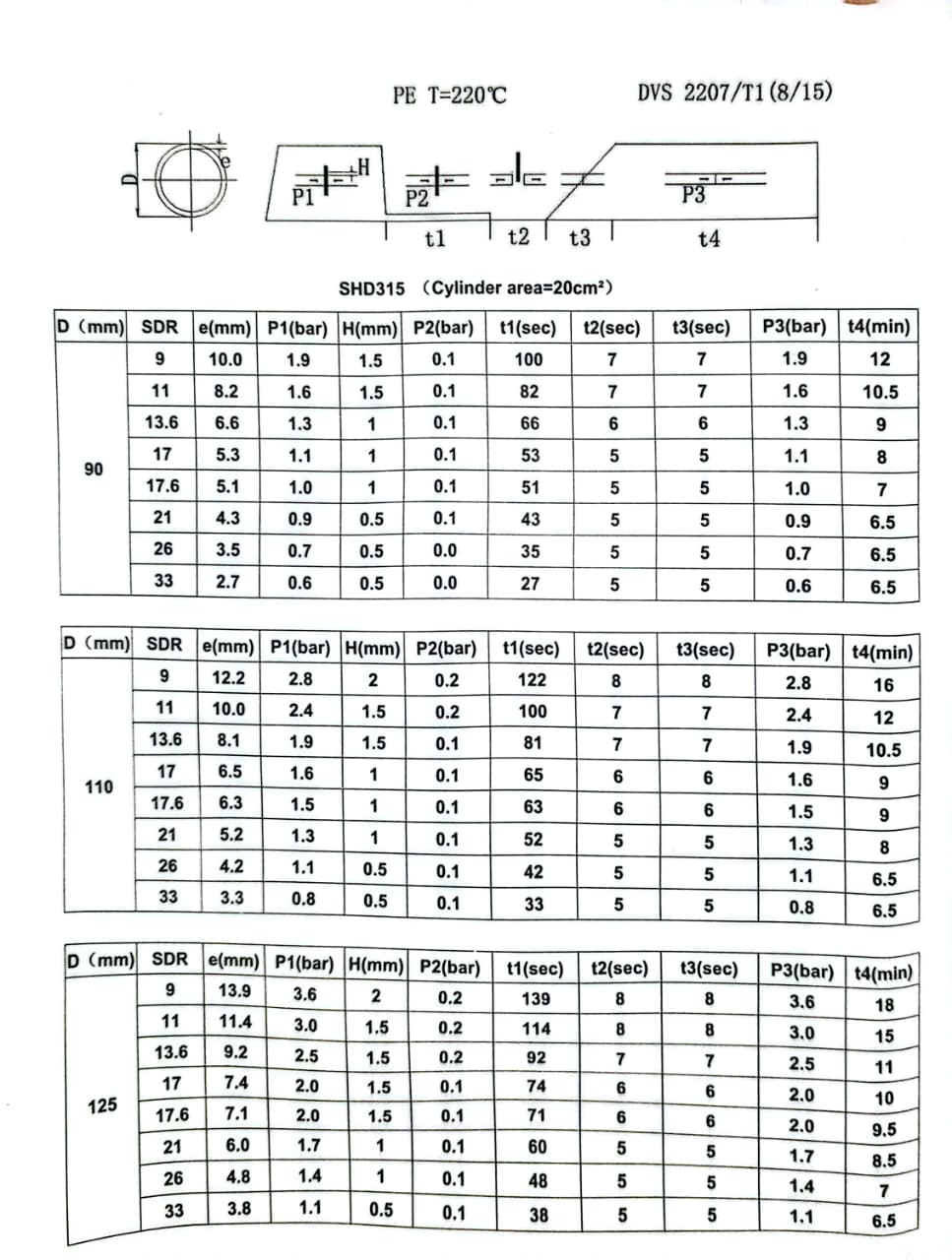
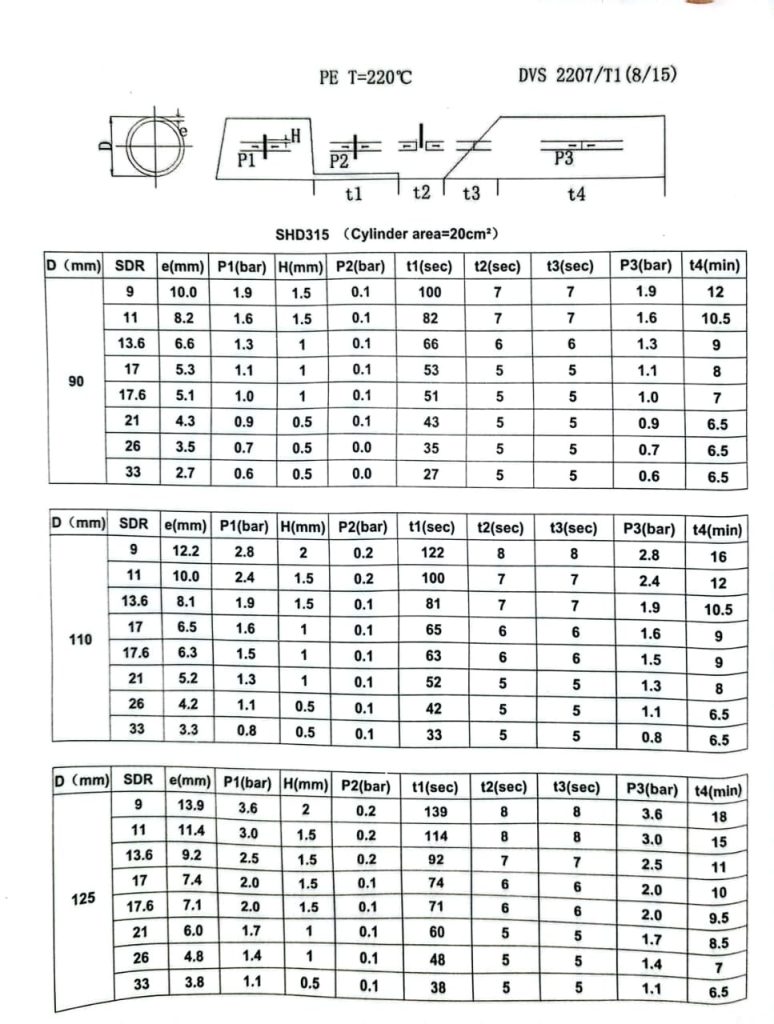
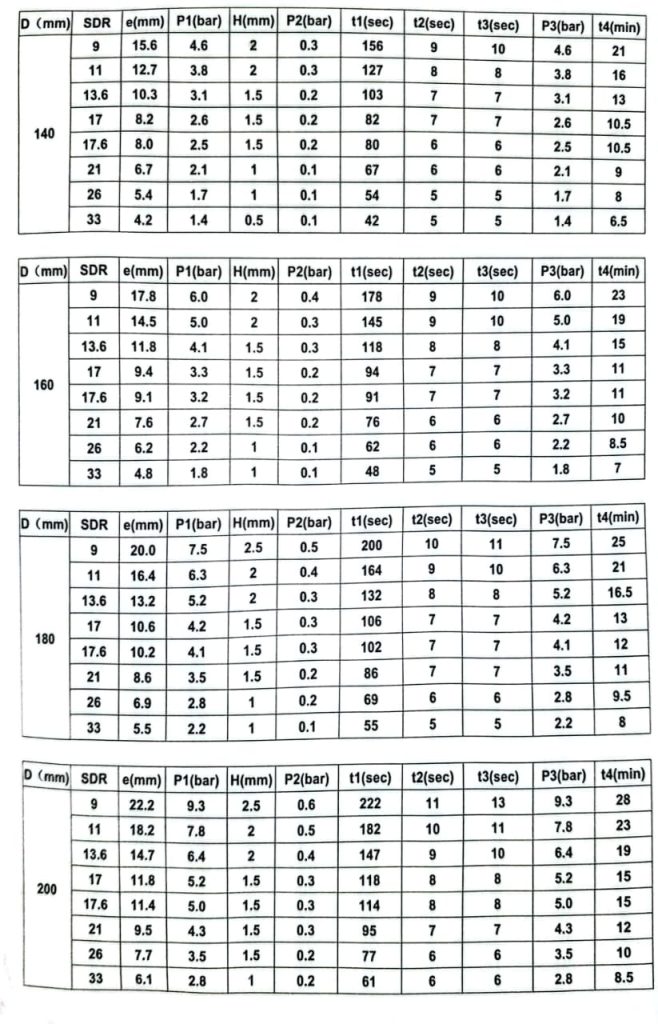
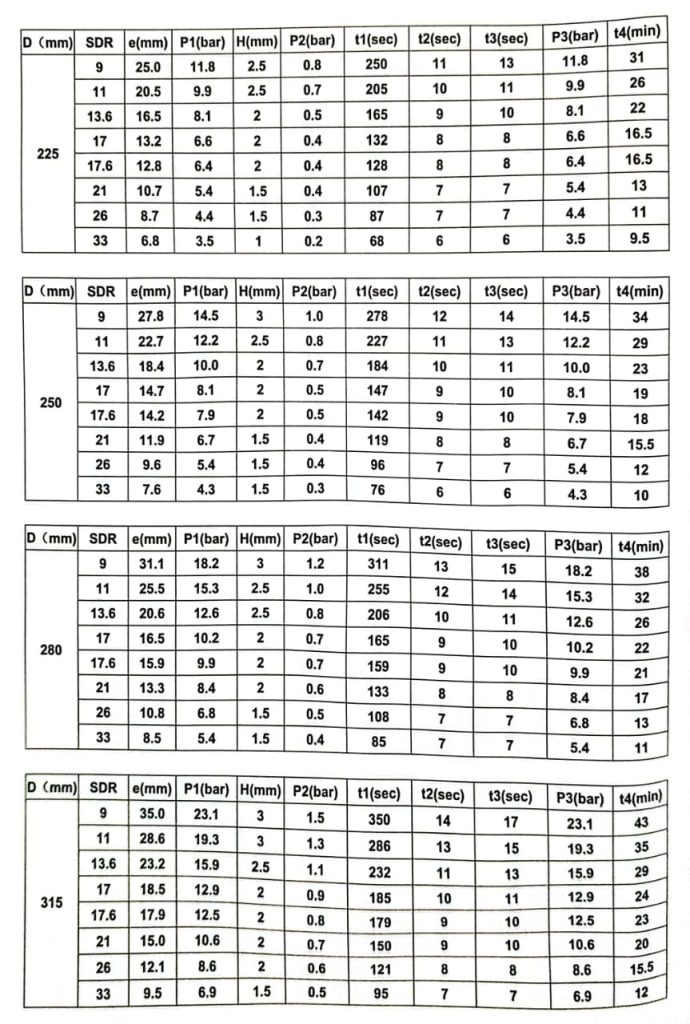
Tabel Penyambungan Pipa HDPE 90mm-315mm
Berikut tabel parameter umum yang biasa di gunakan dalam proses butt fusion untuk pipa HDPE 90mm – 315mm:
Tahapan Pengelasan Pipa HDPE PE100 dengan Mesin SHD 315
Untuk mendapatkan hasil sambungan terbaik, berikut tahapan yang harus di lakukan:
- Sejajarkan Pipa HDPE
Teknisi menjepit kedua ujung pipa HDPE pada mesin SHD 315 dan memastikan keduanya berada pada satu garis lurus.
- Perapian Permukaan (Facing)
Mesin melakukan facing hingga kedua permukaan pipa HDPE rata dan siap dipanaskan.
- Pemanasan
Pelat pemanas di gunakan sesuai waktu pemanasan dalam tabel rumus penyambungan pipa HDPE PE100 menggunakan mesin SHD 315.
- Penyatuan (Fusion)
Setelah mencapai suhu optimal, teknisi menekan kedua pipa HDPE hingga terbentuk bead fusion yang rata.
- Pendinginan
Pipa HDPE di biarkan tanpa tekanan tambahan hingga mencapai waktu pendinginan yang di rekomendasikan.
Tips Agar Penyambungan HDPE Lebih Maksimal
- Gunakan pipa HDPE PE100 bersertifikat
- Pastikan mesin SHD 315 dalam kondisi baik
- Bersihkan permukaan pipa sebelum facing
- Hindari proses di bawah hujan atau angin kencang
- Catat setiap parameter pengelasan untuk kontrol kualitas
Proses penyambungan yang tepat memastikan pipa HDPE PE100 bekerja maksimal dalam jangka panjang. Dengan mengikuti tabel rumus penyambungan pipa HDPE PE100 menggunakan mesin SHD 315, teknisi dapat memperoleh hasil las yang kuat, rapi, dan sesuai standar industri. Untuk mendapatkan produk yang terjamin kualitasnya, PT Adhinata Mulia Abadi menyediakan pipa dan fitting HDPE terpercaya yang mendukung proses instalasi agar lebih aman dan efisien.

Pusat Pipa HDPE
PT. Adhinata Mulia Abadi menyediakan pipa HDPE dan aksesoris berkualitas untuk kebutuhan saluran air, gas, dan industri. Dengan produk yang berkualitas serta dukungan layanan profesional, kami siap menjadi mitra terpercaya dalam solusi perpipaan Anda.
- Backing Ring
- Fitting HDPE
- Mesin Las Pipa HDPE
- Pipa HDPE
- PIPA PPR
- Pipa PVC
- PipaHDPECorrugatedDoubleWall
- Uncategorized
PT. Adhinata Mulia Abadi
Jl. TB Simatupang No. 5, RT.5/RW.7, Ragunan, Pasar Minggu, Kota Jakarta Selatan, DKI Jakarta 12550






Rumus dan tabel penyambungan pipa hdpe diameter 1000mm min
Halo ka, untuk Rumus dan Tabel Penyambungan Pipa hdpe Kakak bisa kunjungi potingan kami di link berikut ya. Tabel penyambungan pipa hdpe dn 1000mm Semoga membantu.